



不要错过这部精心制作的球墨铸铁管k8球墨铸铁管真诚合作产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:球墨铸铁管k8球墨铸铁管真诚合作的图文介绍
格瑞管业有限公司(杞县分公司)位于开发区,主营【k9球墨铸铁管】制造,厂家于2016年正式注册成立。多年以来,厂家本着为客户提供更好的【k9球墨铸铁管】产品和服务思想,专注于【k9球墨铸铁管】设计、制造,与全国200多个【k9球墨铸铁管】客户建立了长期合作关系。


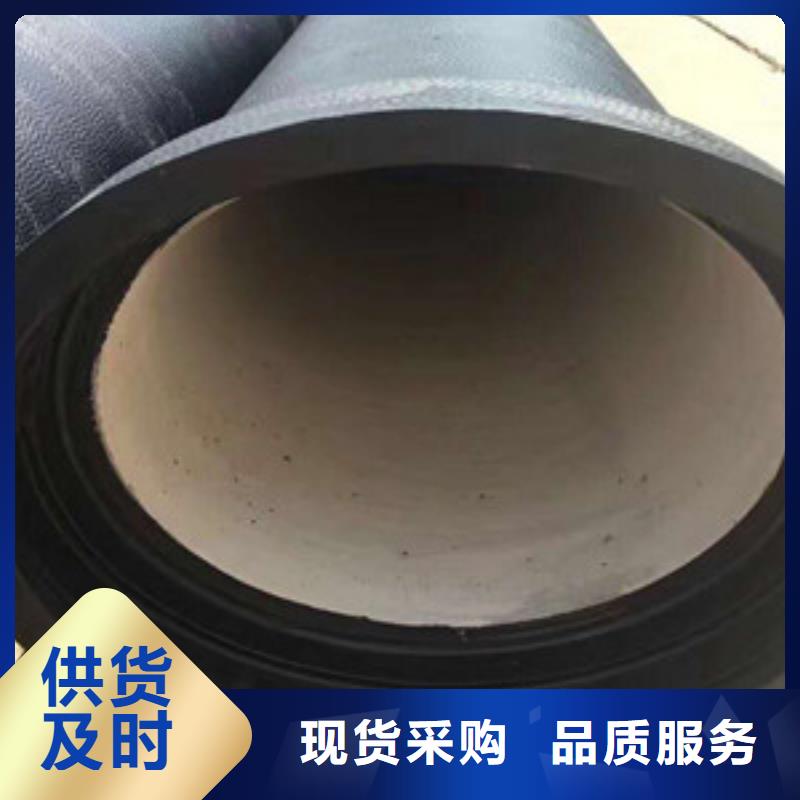
合理操控浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。操控机身冷却水进口温度为28-36℃,出口温度为50-57℃。为解决降低铁液中的含硫量,削减硫化物的发生,应操控W(S)<0.02%;适当进步浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量操控在1-2%为宜;加强铁液的扒渣和挡渣作用;铁液中的残镁流量不易过高(操控在0.035-0.045%),以削减铁液外表氧化。球墨铸铁管是铸铁的一种,是一种铁、碳和硅的合金。球墨铸铁中石墨是以球状形式存在的,一般石墨的巨细为6-7级,质量上要求铸管的球化等级控制为1-3级(球化率≥80%),因而资料本身的机械功能得到了较好的改进,具有铁的本质,钢的功能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械功能较好。



球墨铸铁管确定合理的加热温度和退火时间 球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间泡沫模样材料采用普通的EPS发泡成型。为保证泡沫模样尺寸精度与刚性,减少多次拼接造成误差和变形的原则。



